
Page 3 - Combined_4_OCR
P. 3
operated at atmospheric pressure in con This component is then mixed with a units. Depending on the application,
ventional foaming. second pre-mixed blend of additional such units can be further engineered to
Depending upon the chemical char polyol, catalyst, surfactants, and blow include the use of computerized con
acteristics of both the isocyanate and the ing agent. trols, curing ovens, and pour stations.
resin, either a rigid or a flexible foam Various bulletins and technical articles
can be produced. By varying the form PROCESSING EQUIPMENT are also available from vendors to aid
ulation, it is also possible to produce a in equipment selection and efficient
foam exhibiting any degree of flexibility The basic foam machine consists of operation.1*2
between the two extremes. Generally, supply vessels, supply and recirculating In the spraying process, there are
flexible urethane foam is processed by lines, metering pumps with variable two general classes of spray guns. One
the conventional foaming method as a throughput, an integral valve block, a class uses internal mixing, either dy
pourable liquid, while rigid urethane mixing head, nozzle, and solvent flush namic or static; the other uses external
foam is processed by either method. system. The prime requisite of the ma mixing. The dynamic internal mix
chine is the ability to deliver a specific guns have advantages over static types
quantity of components accurately and
THE PHYSICAL PROCESS in providing better mixing and ease of
reproducibly for any period of time. conversion to pour application. The
There are currently two basic proc Since some of the reaction mixture re major problems of this type gun are
esses by which polyurethane foam is mains in the mixing chamber after each excessive weight and gun plugging but
produced. The first is the “One Shot pour, the residual foam mix must be by using proper solvent flushes the plug
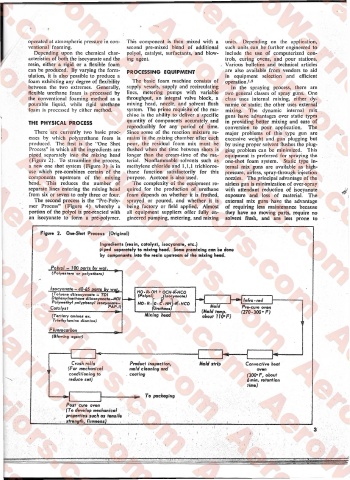
Process” in which all the ingredients are flushed when the time between shots is ging problem can be minimized. This
piped separately into the mixing head longer than the cream-time of the ma equipment is preferred for spraying the
(Figure 2). To streamline the process, terial. Nonflammable solvents such as one-shot foam system. Static type in
a new one shot system (Figure 3) is in methylene chloride and 1,1,1 trichloroe ternal mix guns are available as high-
use which pre-combines certain of the thane function satisfactorily for this pressure, airless, spray-through injection
components upstream of the mixing purpose. Acetone is also used. nozzles. The principal advantage of the
head. This reduces the number of The complexity of the equipment re airless gun is minimization of over-spray
separate lines entering the mixing head quired for the production of urethane with attendant reduction of isocyanate
from six or seven to only three or four. foam depends on whether it is frothed, exposure and loss of material. The
The second process is the “Pre-Poly sprayed or poured, and whether it is external mix guns have the advantage
mer Process” (Figure 4) whereby a being factory or field applied. Almost of requiring less maintenance because
portion of the polyol is pre-reacted with all equipment suppliers offer fully en they have no moving parts, require no
an isocyanate to form a pre-polymer. gineered pumping, metering, and mixing solvent flush, and are less prone to
Figure 2. One-Shot Process (Original)
Ingredients (resin, catalyst, isocyanate, etc.)
piped separately to mixing head. Some premixing can he done
hy components into the resin upstream of the mixing head.
_Polyol - WO parts by.wgt.
(Polyesters or polyethers) i
isocyanate - 40-65 parts by wgj,
HO - R- OH * OCH-R-HCO
(Toluene diisocyanate — TDI (Polyol) ^(Isocyanate)
Diphenylmefhane dl isocyanate—MDI
Polymethyl polyphenyl Isocyanate- HO-R ■ red
Catalyst PAP. I) Pre -cure oven
(270-300'F)
(Tertiary amines ex. Mixing head
Triethy famine diamine)
Fluorocarbon
(Blowing agent)
Crush roils Product inspection? Convective heat
(For mechanical mold cleaning and oven
conditioning to . coating (300° F, about
reduce set) 6 min. retention
time)
To packaging
Post cure oven
(To develop mechanical
properties such as tensile
strength, firmness} i